
干货来袭|金属加工液之入厂检测俗话说“磨刀不误砍柴工”,对于金属加工行业来说,做好金属加工液的入厂检测无疑会使加工工序事半功倍。 ISO9001规定,工厂购买的用于产品生产的物料都要进行入厂检测。一般生产制造业,对自己的主要原材料基本都有详尽的考核指标和检测方法,但生产辅助用的化学品入厂检测则没有那么细致的被规范化。但其实这些化学品可能也会很大程度上影响后续关键产品的加工质量,隐患重重! 这里给大家介绍一些既能满足现场检测要求又极具操作性的方法。本期主要介绍可乳化型产品的入厂检测标准及检测方法。比如机加工现场常用的切削液、成形加工用的成形液、铜铝线拉丝用的乳化液等。 前方高能!推荐检测项目、检测方法和判定方式如下: 1 外观
大家肯定会说“so easy”,谁不知道用目测!但外观的检测重点在于取样点的选择。为保证产品质量,建议从桶的表层、中部或整桶以及底部各取一个样品来对比,如果三个样品有颜色差异,或感观黏度有差异,以及表层样品有漂浮物,底部有明显沉淀,均表明产品不够稳定和不均匀。表层或底部样品有>1%的不溶物是不可接收的,除非有供方的特殊说明。 2 乳化稳定性
这个项目非常关键,建议作为必检项目之一。同检测外观一样,为验证整桶产品的均匀性,建议将前面所取的三个样品,均用自来水各配一个浓度为5—10%的乳化液,并摇匀放置观察,如果在4h内就有析油析皂现象,这个产品可直接判定为不合格(除非有供方特殊说明产品是不稳定体系)。半天内没有明显变化的,建议再放置一晚观察,若三个样品均稳定,且乳液颜色颗粒大小相当,即为合格。温馨提示:对于外观和乳化稳定性都合格的产品,我们作进一步检测分析时,可只检测整桶或从桶的中部取的样品,无需再平行测试三个取样点的样品! 3 pH值检测
有条件的厂家推荐用pH计,检测结果更精确。如没有pH检测仪器,推荐用精密pH试纸,不建议用0—14的广谱试纸来检测。检测时,可直接用前面新配好的乳液测pH值后再静置观察乳化稳定性。由于每个厂家的产品pH值规范有差异,建议按供方规范来评定是否合格。 4 折光读数
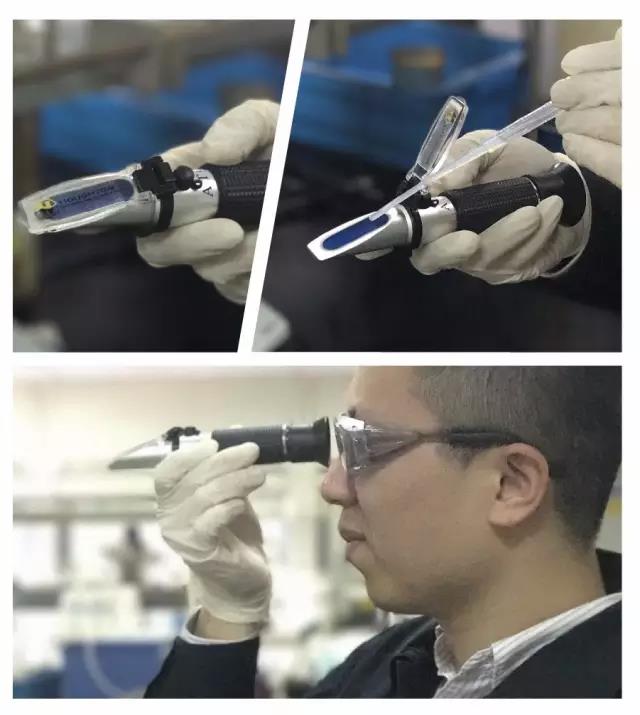
折光读数等于所配浓度除以折光系数。不同的产品有不同的折光系数,因此配相同浓度时,其折光读数可能不一样。这里强调检测折光读数,是为了不同批次之间作对比,以确保同一产品同一批次在相同的浓度下折光读数一致,否则基本可判定为不合格。这个值的检测方便大家用最简单的测试方法确保不同批次产品的配方稳定性。 5 选做项目:铝腐蚀检测 一般上述四项检测就能保障入厂检测的充分性了。但对于有些需加工易变色铝合金的企业,可考虑增加铝腐蚀测试,尤其是增加新品时。这里不介绍标准的铝腐蚀检测方法,只推荐一种最具操作性的平行对比方法供参考。推荐将铝件直接浸泡在配制好的工作液中,观察铝件变色时间,一般观察期为一周到两三个月不等;也可将浸泡后的工件放置在工厂,观察放置期间的铝件变色状况,以便为加工后的工件工序间放置时间长短作参考。 以上检测项目和方法可能会因产品不同而有轻微出入,仅供大家参考。如大家对于金属加工液入厂检测有其他心得,欢迎留言和我们一起探讨,期待与大家共成长! (本文来源:好富顿工业介质)
|




|
|